英语
英语 中文简体
中文简体 초음파 용접 헤드의 설계에서 용접 헤드 상단면의 단면적은 전체 진폭 증폭 비율(테이퍼된 혼의 진폭 증폭 비율과 용접 헤드). 전체 진폭 증폭 비율은 임의로 증가할 수 없습니다. 그것은 용접 헤드의 내부 손실과 피로의 제한에 의해 제한됩니다. 진폭 증폭은 30 미만입니다. 초음파 혼의 큰 끝 부분의 단면적 비율이 너무 크면 초음파 혼의 가로 진동의 영향을 받습니다. 일반적으로 혼 디자인에서 단면 치수는 1/4λ 미만입니다.
이론적으로 전체 진폭 증폭 비율은 20-30까지 설계할 수 있습니다. 사실 총진폭 증폭비가 높은 초음파 용접 헤드를 이론적으로 설계하기 위해서는 초음파 용접기 진동 시스템의 주파수와 출력 전력 및 적용 수준을 고려해야 합니다. 따라서 전체 진폭 증폭 비율이 높은 초음파 핸드피스의 설계는 제한적입니다. 초음파 처리 기계, 특히 고주파 및 저전력 (100W 미만 전력) 초음파 처리 기계 시스템의 가장 일반적인 초음파 응용 프로그램, 초음파 플라스틱 용접 기계 시스템은 대부분 고전력이므로 드뭅니다.
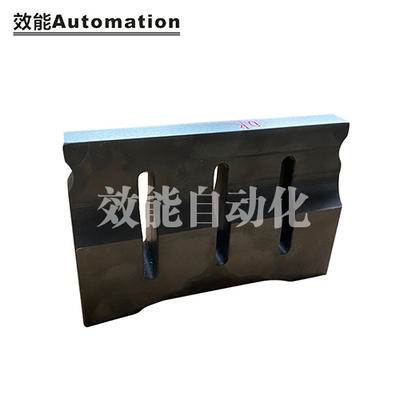
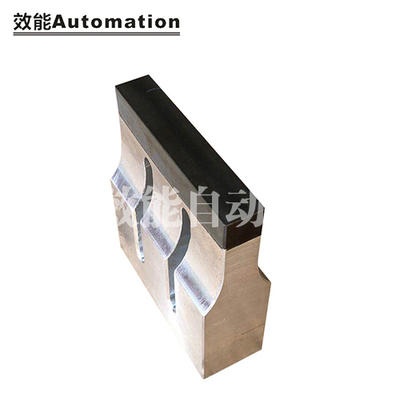
위의 예는 큰 끝이 45MM이고 작은 끝이 15MM인 28KHz 혼을 보여줍니다. 인덱스 용접 헤드 디자인이므로 M=3입니다. 초음파 용접 헤드의 큰 끝은 30MM이고 작은 끝은 3MM입니다. 지수 초음파 용접 헤드, M = 10으로 설계되었습니다.